Slurry Pump Installation: 5 Do’s and Don’ts
In the mining, chemical, or wastewater treatment industries, slurry pumps are core equipment for high-pressure transport of abrasive slurries. However, statistics show that up to 30% of early-stage failures are directly linked to improper installation. Consequently, the quality of installation directly determines the equipment’s efficiency, service life, and maintenance costs. Yet, many engineers continue to make critical errors—such as failing to align the foundation, allowing dry running, or selecting the wrong seals. Why do slurry pumps frequently malfunction after installation? This article reveals 5 key installation guidelines (dos and don’ts) identified by industry experts, helping you avoid these “hidden pitfalls” at the source and ensure your equipment operates efficiently for over a decade.

Improper slurry pump installation is the primary cause of premature equipment failure. 5″must-dos” include precision alignment, independent piping support, and correct sealing. 5 “don’ts” include skipping the leveling process, neglecting shaft seal water and cooling systems, and operating without monitoring.
In actual mining projects, slurry pumps of the same model exhibit vastly different performance characteristics depending on installation conditions. Pumps installed according to specifications operate with minimal vibration and reliable sealing, achieving maintenance intervals of several thousand hours.
5 Essential "Do's" for Slurry Pump Installation
Do 1: Pour the reinforced concrete foundation
The foundation is the basis for the stable operation of the slurry pump; its strength grade must be no lower than C20. The foundation should be raised 10–15 cm above ground level and extend 10–20 cm beyond the base on all sides to facilitate drainage. While single-stage pouring of anchor bolts is suitable for small pump units, a secondary grouting process using reserved holes is recommended for large equipment. An unstable foundation can lead to severe vibration or even displacement of the entire unit.
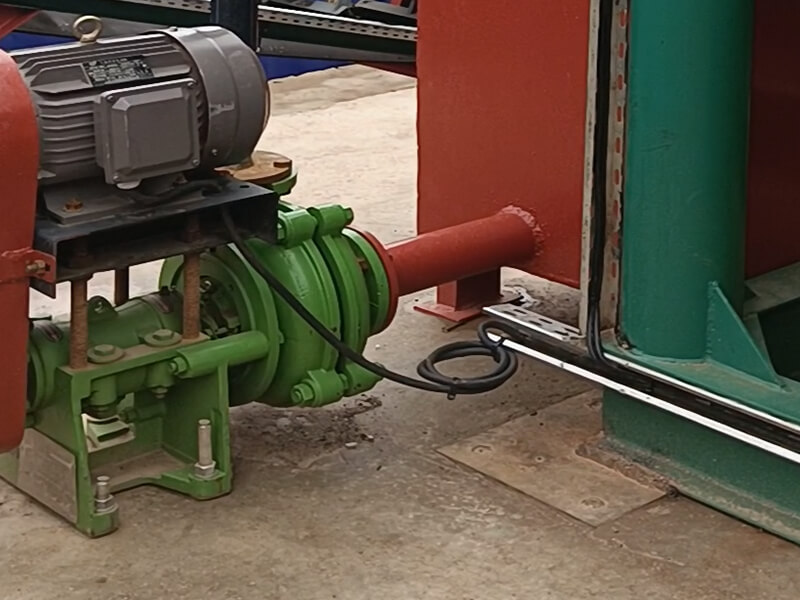
Do 2: Perform precise shaft alignment
The concentricity between the motor shaft and the pump shaft directly determines the operational quality of the entire unit. Use a dial indicator to measure the coupling, keeping radial deviation within 0.05 mm. The axial gap error must not exceed 0.02 mm per meter; otherwise, uneven bearing wear is inevitable. Re-measure after tightening the bolts to ensure the alignment data is accurate and reliable.
Do 3: Configure the piping system correctly
Inlet piping should be short and straight, with a diameter no smaller than the pump inlet; minimize elbows to reduce resistance. When changing pipe diameters, use eccentric reducers with the flat side facing upward to prevent air pocket accumulation. Install shut-off valves and check valves on the discharge piping, and provide independent supports for all pipes. Do not allow the weight of the piping to rest on the pump casing flanges, as stress can cause casing deformation.
Do 4: Install the mechanical seal correctly
Before slurry pump installation, check the perpendicularity of the stationary ring face and verify that the spring’s working length meets the manual’s specifications. Apply clean lubricating oil to the sealing faces of the rotating and stationary rings to minimize damage from dry friction during initial startup. Cut packing seal rings at a 45-degree angle and stagger the joints of adjacent rings by 90 to 120 degrees. Never strike sealing components with tools during installation to avoid damaging the precision sealing faces.
Do 5: Conduct trial runs and commissioning according to procedure
First, manually rotate the shaft to ensure the rotor moves smoothly, then jog the motor to verify the direction of rotation. Close the discharge valve and run the pump under no-load conditions; vibration levels should remain below 4.5 mm/s. Next, slowly open the discharge valve to transition to load operation and monitor operating parameters continuously for 24 hours. Shut down the unit immediately if any abnormalities are detected during the trial run; formal acceptance and handover may only proceed after the issues have been resolved.
5 Slurry Pump Installation "Don'ts" to Absolutely Avoid
DON’T 1: Skip foundation leveling
Installing a pump unit on an uneven foundation inevitably causes severe vibration during operation. Misalignment leads to uneven wear on the coupling and significantly shortens bearing life. The correct approach is to use a level to verify precision strictly; if tolerances are exceeded, rework is mandatory—do not compromise.
DON’T 2: Allow piping stress to transfer to the pump body
This is the most common and critical installation error in the field. If the piping weight rests directly on the pump body, it causes casing deformation and seal leakage. The correct approach is to install independent supports for the piping and use flexible joints to absorb stress. Pump flanges should serve only as connection points and must not bear any piping loads.
DON’T 3: Dry-start the pump
Starting the pump without fluid in the chamber causes the mechanical seal faces to burn out within seconds. Metal-on-metal contact between the impeller and the liner leads to rapid failure of flow-path components. Before every start-up, the pump must be filled with fluid, and air must be purged from the chamber. Dry running for more than three minutes is strictly prohibited, as the resulting damage is irreversible.
DON’T 4: Neglect shaft seal water and cooling systems
Mechanical seals require a steady supply of shaft seal water for lubrication and cooling; a loss of flow will quickly destroy the seal faces. A lack of bearing cooling water is equally dangerous; excessive temperature rise can lead to bearing seizure. In winter, draining accumulated water from the piping to prevent freeze damage is essential and must not be overlooked.
DON’T 5: Operate without monitoring instrumentation
Without pressure gauges and flow meters, operators cannot assess the pump’s operating status. The absence of temperature sensors means there is no early warning if bearings overheat. It is recommended to install vibration and leakage detection devices on critical pump units. Real-time monitoring enables the team to take action before a malfunction escalates into a serious failure.
Every step of the slurry pump installation directly impacts the equipment’s operational performance for years to come. Master these 5 key aspects: foundation, alignment, piping, sealing, and commissioning. By avoiding common installation pitfalls, your slurry pump can operate smoothly for over ten years. If you are planning an installation project or require slurry pumps, please contact us for a professional, customized solution.
